Even after three decades of service, the six-axis CNC boring mill at a heavy diesel engine facility was mechanically sound, but its controls were rapidly deteriorating. They called on Control Systems Innovators (CSI) to remedy that situation without causing undue disruption to production.
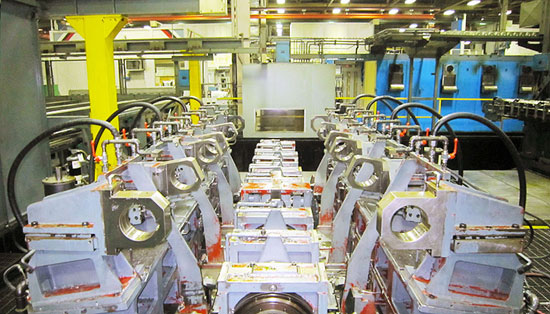
The scope of the project was significant: the principal work involved retrofitting an existing Burkhardt+Weber boring mill consisting of three geometric axis, one spindle, two rotary tables, 30 location automatic rotary tool changers, 12 location large boring bar magazines, two transport axis for bars, hydraulic bar slides, and automatic probing. The machine was an integral component of the heavy engines machining line that produced engines from six-cylinder incline to 16-cylinder V diesel types used for generators and motors.
“This is a massive production facility that goes from raw metal to full-sized diesel engines,” says Krunal Patel, senior controls engineer at CSI. “The machine we retrofit is key in the heavy engines machining line, as virtually everything processed goes through it. The real challenge for us was the commissioning time. The customer wanted a turnaround time of approximately four weeks, which was a very tight deadline. Everything needed to go like clockwork.”
Meeting the Challenge
After years of service, a number of specific components needed to be addressed:
Financially, the retrofit made complete sense to the diesel engine manufacturer, since the cost of a new machine would have been upwards of $10 million, but the controls upgrade was less than $800K. “But the customer didn’t just want an ordinary controls upgrade,” says Patel. “They were looking for a machine that is extremely reliable, user- and maintenance-friendly, with the ability to produce consistent quality parts.” On top of this requirement was the challenge of timing; like any automotive environment, the downtime for the commissioning process had to be extremely fast. “Any delay in provisioning the machine meant stopping the production of the entire heavy diesel engine line,” he explains.
CSI’s solution included the following upgrades:
The sizing of the major drive components is always very critical, and the Siemens Sinumerik group assisted CSI in this work. But there were also a number of challenges that required CSI to develop innovative techniques to overcome them.
Innovative Solutions

The sheer size and complexity of the complexity of the boring mill machine entailed approximately 1,000 I/O points that had been programmed with old DOS-based software, and a majority of the code was written in instruction list. Reverse engineering the project from this code would have been extremely inefficient, time intensive, and very costly.
Instead, CSI developed a new technique whereby it installed special communication drivers to tap into and record various sequences of the machine. Just one of these sequences involved more than 50 signals; however, the recording could be made while the old machine was still in production. CSI then analyzed the charts in their offices, eliminating downtime in the engineering phase. These charts proved vital in programing the new controller to perform the identical tasks.
Efficient project management played a key role in the overall execution of the system. From day one, CSI was made aware of the extremely short turnaround time for the retrofit; consequently, they had to devise a strategy to “smartly test” the system so that, once placed in production, it would run as designed and envisioned.
CSI also took responsibility for managing third-party vendors, including electricians and installers, to gain greater control of the project. This allowed better planning and scheduling of resources, and enabled them to run a pre-test of the system during a two-week shutdown window provided by the customer. Further, they designed a “quick connect” system that allowed the exchange of new panels for old ones to run the tests, reverting the system back for production once testing was completed. This process provided a high level of confidence during the actual commissioning.
As is the case with large retrofits, significant emphasis was placed on planning for the unexpected. To that end, CSI’s collaborative work with the diesel engine manufacturer ensured that any unexpected errors were quickly resolved without affecting the project timeline.
Exceptional Results

CSI completed the retrofit in less time than had been scheduled for the project, alleviating the controls issue and improving both diagnostics and connectivity. “We set up two remote Siemens HIM panels SIMATIC MP377 12” Key Panels where every sensor and valve came up on screen,” says Patel. “As with any machine of this type, there will be mechanical issues from time to time. But now if there’s a fault, using Siemens integrated diagnostic capabilities, the customer has a graphical layout of the machine that pinpoints the problem extremely quickly, enabling the line to be up and running fast. It used to take a day or two to troubleshoot when such events occurred.”
This improvement has minimized downtime significantly. Moreover, the better connectivity of the SINUMERIK 840D Powerline CNC controller with 611Digital Drives and PCU50.3 with HMI Advanced and custom HMI Screens developed in WinCC Flex has helped the facility to be more agile in response to change. “There are continuous changes in machining programs and cycles that require connecting to the system,” explains Patel. “Before this was problematic, but now they have direct access with STEP 7 over a PROFINET connection to all the automation.”
Patel says that the customer was not only pleased with the retrofit—they were shocked. “When we turned the project around so quickly, they were kind of stunned,” he concludes. “This may have been the first time they’d experienced a retrofit project completed on time and on budget.”
By Joan Jacinto
Reprinted from Totally Integrated Automation
July 2015

