CSI delivered a full electrical and controls retrofit covering both the press and its three-axis electronic transfer feed. The scope was a strategic strip-and-replace: CSI designed and installed entirely new drive systems, motion controllers, PLCs, HMIs, and over 120 remote I/O modules, while reusing the existing electrical cabinets, junction boxes, field wiring, sensors, actuators, and valves — minimizing downtime and keeping the project efficient.
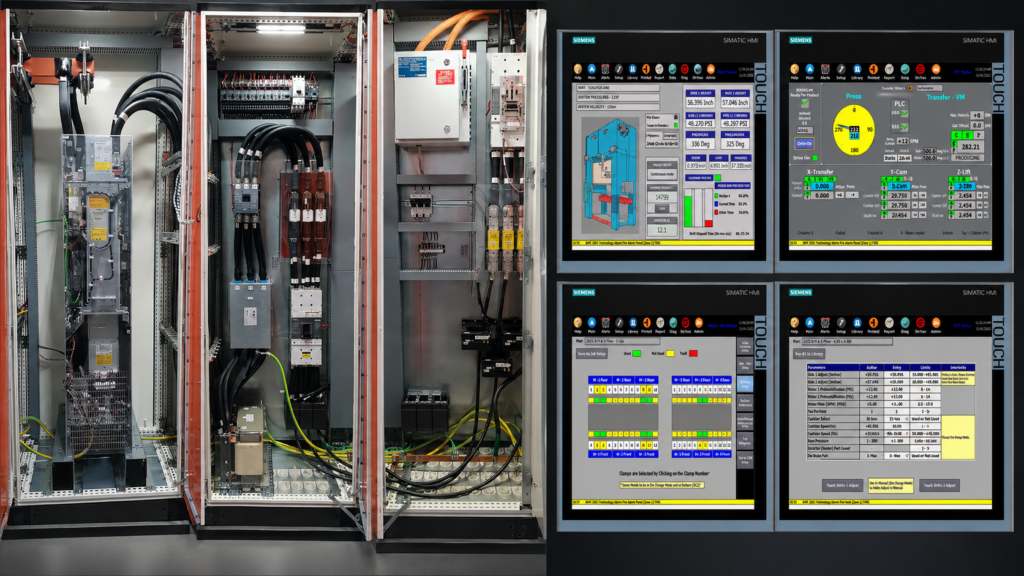
The transfer feed runs on a Siemens SIMOTION D445 motion controller with SINAMICS S120 servo drives coordinating seven axes of motion, while the press itself is powered by a 500 HP Sinamics DCM flywheel drive with G120 bolster drives. Integrated functional safety, PROFINET networking, and a 19-inch Comfort HMI with comprehensive diagnostics give operators full visibility into every aspect of the system.
CSI also developed a complete suite of operator HMI screens covering press configuration, monitoring, alarms, diagnostics, reporting, and even a built-in transfer simulation mode — making the system not just more reliable, but significantly easier to operate and troubleshoot than what it replaced.