CSI delivered the complete controls package for two independent multiphase pump systems — from electrical design through panel build, software development, and commissioning. The design started from supplied P&IDs, with CSI producing a full set of electrical drawings in EPLAN, sourcing all Siemens and panel components, and building the PLC and remote I/O panels to ESA Zone 2 certification standards.
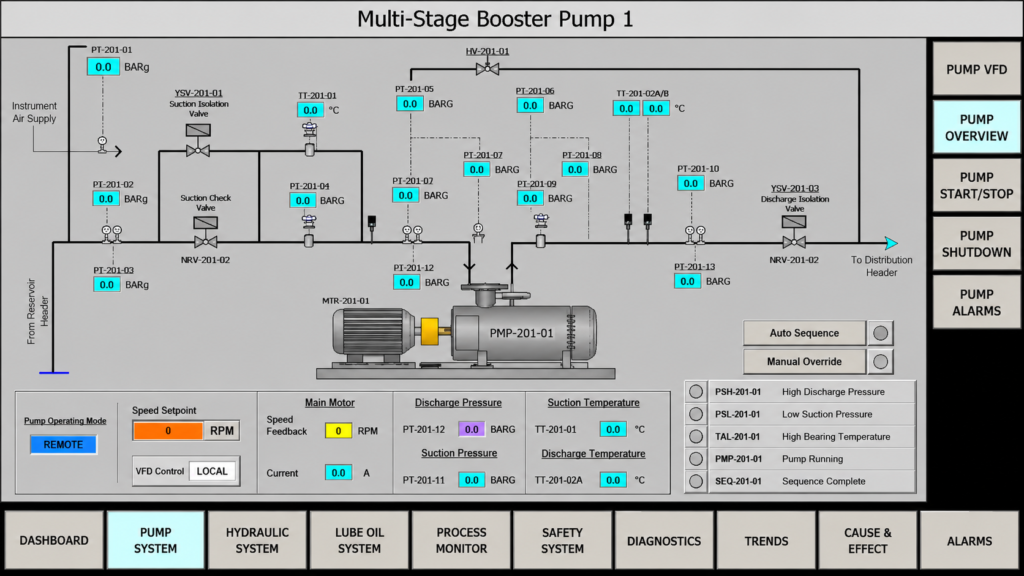
At the core of each system is a Siemens S7-400H-F redundant fail-safe controller with dual CPUs on separate racks, connected to three ET200M remote I/O racks via redundant Profibus DP. A Sinamics GM150 drive controls the main pump motor through a Profibus Y-Link adapter, while Ethernet connections link the PLC to a 19-inch WinCC Flexible HMI, the plant’s Yokogawa DCS, and a Bentley Nevada vibration and temperature monitoring system.
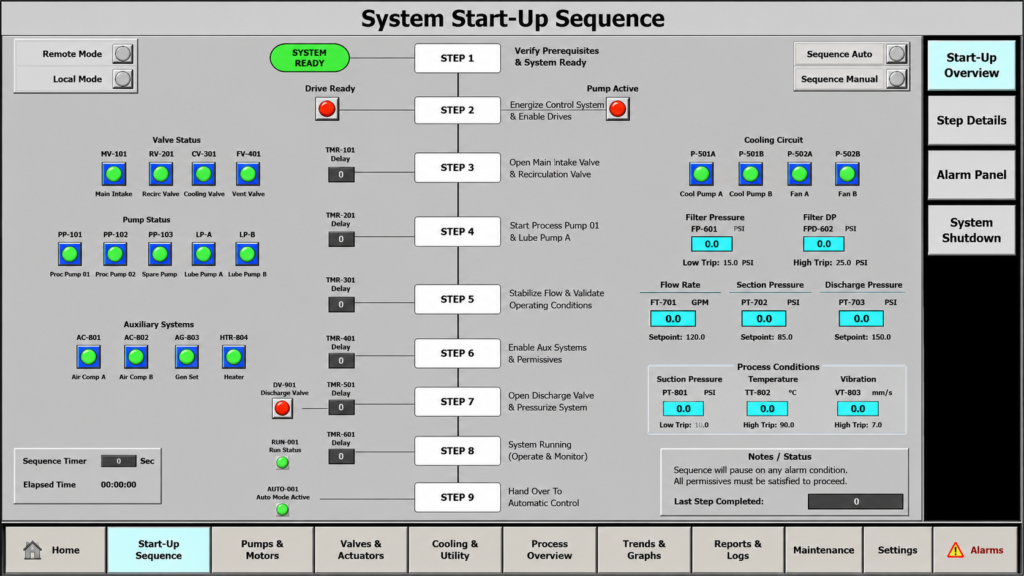
CSI developed the full software package — PLC logic, HMI screens, safety programming, and all communication interfaces — based on detailed start-up and shutdown narratives provided by the customer. The system supports local, remote, manual, and automatic modes of operation, with extensive alarm management, maintenance overrides, cause-and-effect matrices, and graphic process displays for each pump package.